

刨槽折弯工艺
内容介绍
/ introduce
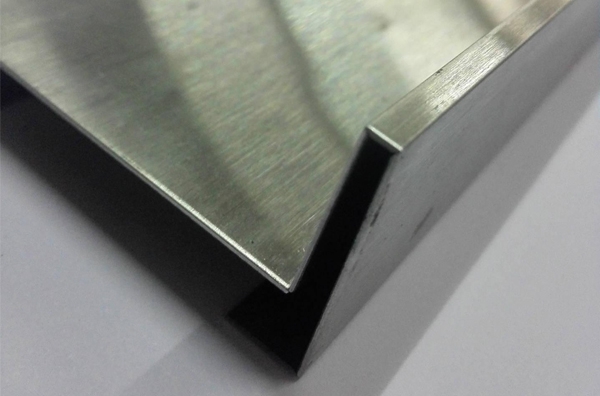
刨槽工艺作为折弯工艺中的一种新型加工工艺,是市场选择的结果。随着工艺技术的不断发展,企业对工艺人员的要求也越来越高。作为工艺员的我们,只有熟练掌握各项加工工艺,才能制造出更优良的产品;只有不断的探索和追寻新的工艺,才能生产出更加好的产品。对于折弯工艺而言,折弯成形的好坏主要取决于折弯的角度和尺寸这两个重要的参数。折弯时,为了保证折弯的成形尺寸和角度,需要注意以下几个方面的问题。
⑴上下模对刀不同心,会导致折弯尺寸出现误差,折弯前需先对上下模刀具进行对心调整。
⑵后挡料块左右位置移动后,板料与下模的相对位置可能发生变化,从而影响折弯尺寸,折弯前需重新测定后挡料块位置距离。
⑶工件与下模平行度不够,会造成折弯回弹,影响折弯角度,折弯前需测量并调整平行度。
⑷一次折弯角度不足时,二次折弯也会受到影响,折弯误差的累积会导致工件成形尺寸和角度误差加大,因此保证单边折弯时的准确性尤为重要。
⑸折弯时,下模V口的大小与折弯压力成反比,在加工不同厚度的金属板材时,需要按规定选择合适的下模V形槽,一般选择板厚的6~8倍为合适。
⑹工件在刨V形槽后在折弯机上进行折弯时,要保证上模棱边、工件V形槽底边以及下模V形槽底边在同一垂面上。
(此内容由www.xdnuo.cn提供)

-
- 网站支持:重庆卓光科技有限公司
-
 项目合作:
项目合作:
153-2047-7996 -
加工咨询:
189-8338-3769 -
 公司地
址:
公司地
址:
重庆市巴南区鹿角工业园 -
 联系邮
箱:
联系邮
箱:
35463695@qq.com
-
 加工咨询
加工咨询
-
 项目合作
项目合作
+
 微信号:WANGYUNHUA
微信号:WANGYUNHUA

微信号:WANGYUNHUA
 添加微信
添加微信
 联系我们
联系我们
 电话咨询
电话咨询